Why Choose Zotefoams Materials?
- Purity – No foaming agent residues.
- Non-toxic and hypoallergenic – good for frequent skin contact
- Closed cell structure – will not take in water.
- Radiolucent – ideal for MRI, CT, and X-ray applications
- Easy to clean and sterilise – safe with warm water, detergents, and hypochlorite
- Light in weight but strong – comfortable and durable long-term wear
- Good mouldability – allows “direct-to-body” customisation
- Homogeneous and stable – reproducible manufacture and extended-term performance
- Wide range of densities & stiffness (from soft to rigid)
Medical Applications
Wearable Medical Devices

The iconic Philadelphia cervical collar, developed in 1971 and still the gold standard in cervical spine immobilisation, showcases the proven performance of Plastazote® LD42 Medical Pink. Thermoformable and reliable, it’s one of millions of devices made using Zotefoams materials to support patient care worldwide.
Medical Applications
Surgical Positioning Applications

Zotefoams materials offer comfort, support, and hygiene in surgical positioning systems. Evazote® EV50 and Plastazote® HD80 are used together to create flexible yet stable padding solutions that conform to patients while maintaining shape and durability.
Medical Applications
MRI & CT Scanning
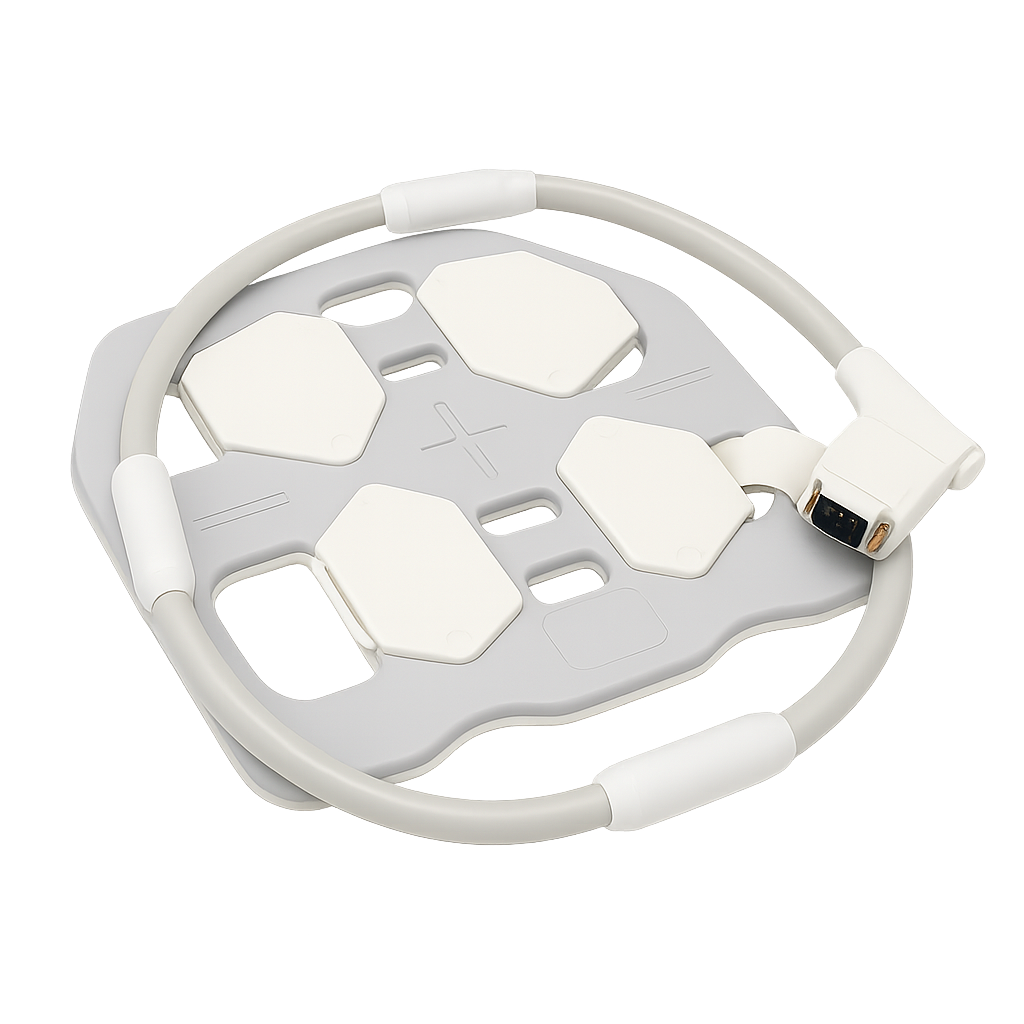
Our materials are the optimal choice for MRI and CT scanning applications, delivering patient comfort without compromising image clarity. Their radiolucency ensures minimal interference with imaging, allowing clear, accurate diagnostic results.
Medical Applications
‘Direct to Body’ Moulding

Plastazote® LD grades can be heated and moulded directly against the skin to create highly accurate impressions with minimal discomfort. Thanks to its low thermal conductivity and low heat retention, the foam warms quickly and safely, then permanently takes the shape of the body part.




Zotefoams materials for Medical Applications
Regulatory Support & Biocompatibility
- Cytotoxicity (ISO 10993-5)
- Sensitisation (ISO 10993-10)
- Irritation (ISO 10993-23)
- Chemical characterisation (ISO 10993-18)
While we do not use medical-grade resins or manufacture in cleanrooms, our nitrogen-expanded foams are among the purest available. We support customers by providing material data and biocompatibility summaries to help meet MDR and FDA regulatory requirements.
Technical Support
Our experienced Application Engineering team works closely with customers to optimise material selection, design, and processing. From concept to commercialisation, we provide tailored technical support to help you get the best performance from Zotefoams materials in your application.
What makes Zotefoams unique?
Three-Stage Manufacturing
Sustainability